100 ~ 450 ℃ Wskaźnik szybkości płynięcia MFR MVR Tworzywa termoplastyczne ISO 1133 ASTM D1238
Opis:
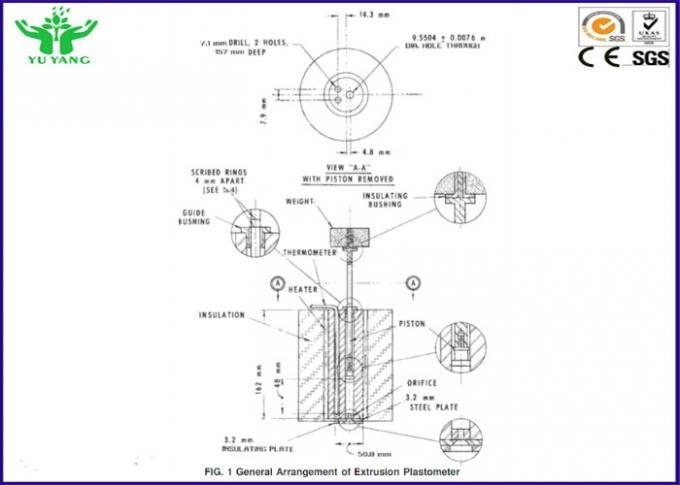
Szybkość przepływu masy stopu (MFR) i szybkość przepływu objętościowego stopu (MVR) określa się przez wytłaczanie stopionego materiału z cylindra plastometru w ustalonych warunkach temperatury i obciążenia. W przypadku szybkości przepływu masy stopionych odcinków ekstrudatu waży się i oblicza się szybkość wytłaczania wg / 10 min i rejestruje. W celu obliczenia szybkości przepływu w stanie stopionym mierzy się odległość, jaką porusza się tłok w określonym czasie lub czas potrzebny tłokowi do poruszania się o określoną odległość, aby wygenerować dane w cm3 / 10 min. Natężenie przepływu w stanie stopionym można przekształcić w natężenie przepływu masy w stanie stopionym lub odwrotnie, jeżeli gęstość materiału jest znana w warunkach testu.
Standardy:
ISO1133, ASTM D1238, ASTM D3364, BS2782, DIN53735, JIS K7210
ISO 1133 Vs. ASTM D1238
ISO i ASTM oferują swoje standardy zakupu na swoich stronach internetowych.
W świecie tworzyw sztucznych wskaźnik szybkości płynięcia mierzy szybkość przepływu - lub przepływ - która występuje w naturalnym polimerze lub przedmieszce w ciągu 10 minut, gdy tłok wywiera stałą wartość ciśnienia w 190 stopniach Celsjusza. Znajomość MFI pomaga producentom ocenić lepkość substancji, aby lepiej kontrolować jej przetwarzanie. Międzynarodowa Organizacja Normalizacyjna 1133 i Amerykańskie Towarzystwo Badań i ASTM D1238 Materiałów służą jako standardy pomiaru wskaźnika płynięcia.
Podobieństwa
ISO 1133 i ASTM D1238 mają więcej podobieństw niż różnic. Producenci uznają te normy za „technicznie równoważne”, ponieważ oba zawierają szczegółowe normy dotyczące stosowania plastometru do wytłaczania, który jest powszechnie znany jako indeksator stopu. Oba standardy przedstawiają testy, które mierzą jeden punkt na krzywej lepkości w kontrolowanych warunkach i oba wyrażają MFI w jednostkach gramów na 10 minut. Każda norma określa długość i średnicę kryzy, temperaturę cylindra i obciążenia obciążenia tłoka.
Metody
Podczas gdy norma ISO 1133 wymaga pięciominutowego czasu podgrzewania, ASTM D1238 wymaga siedmiominutowego czasu podgrzewania. Norma ISO 1133 ma punkt początkowy 50 mm i pociąga za sobą 30 mm skoku tłoka, podczas gdy metoda ASTM D1238 ma punkt początkowy 46 mm i pociąga za sobą od 6,35 do 25,4 mm skoku. Ponadto normy ISO i ASTM proponują niewielką różnicę wymiarów w stopce tłoka urządzenia do indeksowania stopu.
Funkcje:
ASTM D1238 oferuje odmianę testu płynięcia stopu znanego jako test wieloziarnistości płynięcia stopu. Ta procedura - wykorzystująca różne masy materiałów - oferuje wiele pomiarów na jednym ładowaniu, w tym pomiary w różnych warunkach obciążenia. Norma ISO 1133 nie określa szczegółowo tej alternatywnej metody. Norma ASTM określa również zalecane specyfikacje techniczne dla indeksatorów topnienia, podczas gdy ISO 1133 nie ma tej funkcji.
Procedury A i B
Zarówno ISO 1133, jak i ASTM D1238 oferują dwie metody testowania MFI, znane jako Procedury A i B. Procedura A opiera się na ręcznym indeksatorze roztopu, dokonującym cięć w odstępach czasowych, które są następnie ważone na wadze analitycznej w celu określenia MFI, podczas gdy Procedura B nie ma cięcia lub ważenie. Zamiast tego określa MFI poprzez pomiar objętości wytłaczanej żywicy. Zazwyczaj procedura B zapewnia dokładniejsze pomiary, ponieważ ma mniejsze możliwości ingerencji użytkownika. Procedura ta wymaga jednak dokładnej wartości gęstości stopu żywicy w temperaturze badania, natomiast procedura A nie wymaga tej wiedzy.
Dane techniczne:
| Model | | YY166 |
| Zakres temperatury | ℃ | 100 ~ 450 |
| Dokładność temperatury | ℃ | ± 0,5 |
| Zmiana temperatury w ciągu 4 godzin | ℃ | ≤ 0,5 |
Zmiana temperatury z odległością między nimi
10 mm i 50 mm powyżej powierzchni matrycy | ℃ | ≤1 |
| Rozdzielczość temperatury | ℃ | 0.1 |
| Odstęp odzysku temperatury po zmianie próbek testowych | minuta | ≤4 |
| Zakres czasowy | druga | 0 ~ 6000 |
| Rozdzielczość czasu | druga | 0,1 ~ 1 |
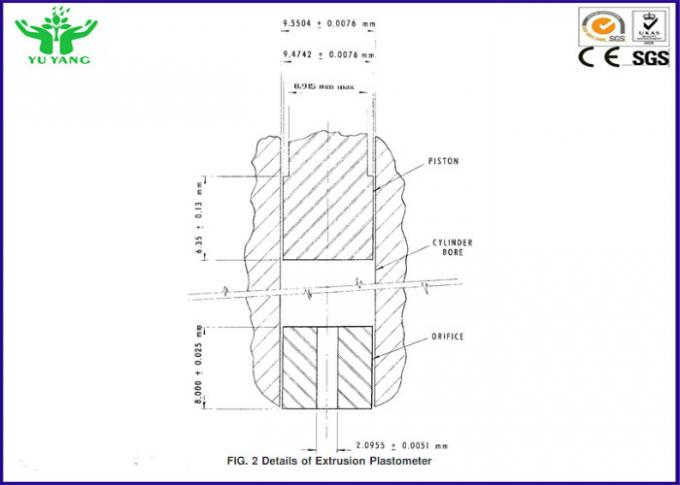
| Średnica wewnętrzna matrycy | mm | .02,095 ± 0,005 |
| Wewnętrzna średnica kanistra do napełniania | mm | 509,550 ± 0,025 |
| Dokładność wag | | ≤ ± 0,5% |
| Standardowe ciężary | sol | 875 960 1200 1640 |
| Możliwa kombinacja ciężarów standardowych | sol | 325, 1200, 2160, 3800, 5000 |
| Zakres pomiaru | g / 10 min | 0,1 ~ 100 |
| Wymiar | mm | 550 × 430 × 730 |
| Zasilacz | | 220V ± 10%, AC, 50HZ, 3A |
| Waga | kg | 65 |
| Urządzenie odcinające | | Automatyczne / ręczne / ręczne odcięcie |
standardowe akcesoria
| Uwaga | Ilość |
| Główne urządzenie (z wbudowanym panelem sterowania, mikro-drukarką, podgrzewaczem butli, nożem tnącym) | 1 zestaw |
| Tłoczysko (ze sworzniem, prowadnicą tłoka) | 1 zestaw |
| Standardowa matryca Φ2,095 ± 0,005 mm | 1 zestaw |
| Taca do kształtowania ciężarków | 1 zestaw |
| Obciążenie 5000 g Ciężar 875 g, 960 g, 1200 g, 1640 g | 1 zestaw dla każdego |
| Pręt do czyszczenia matrycy, cylinder Clean Rod, pręt do pakowania, lejek do napełniania, podajnik, nóż z drewnianą rączką, ostrze tnące do zapasowego użytku | 1 zestaw dla każdego |
Obciążenie testowe
| Obciążenie (g) | Połączenie ciężaru własnego (g) |
| 325 | Tacka na kształt litery T i ciężar tłoka |
| 1200 | 325 + 875 |
| 2160 | 325 + 875 + 960 |
| 3800 | 325 + 875 + 960 + 1640 |
| 5000 | 325 + 875 + 960 + 1640 + 1200 |
| dziesięć tysięcy | 325 + 875 + 960 + 1640 + 1200 + 2500 + 2500 |
| 21600 | 325 + 875 + 960 + 1640 + 1200 + 1600 + 2500 + 2500 + 2500 + 2500 + 2500 + 2500 |

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!